IDLER WELDING
DESCRIPTION :
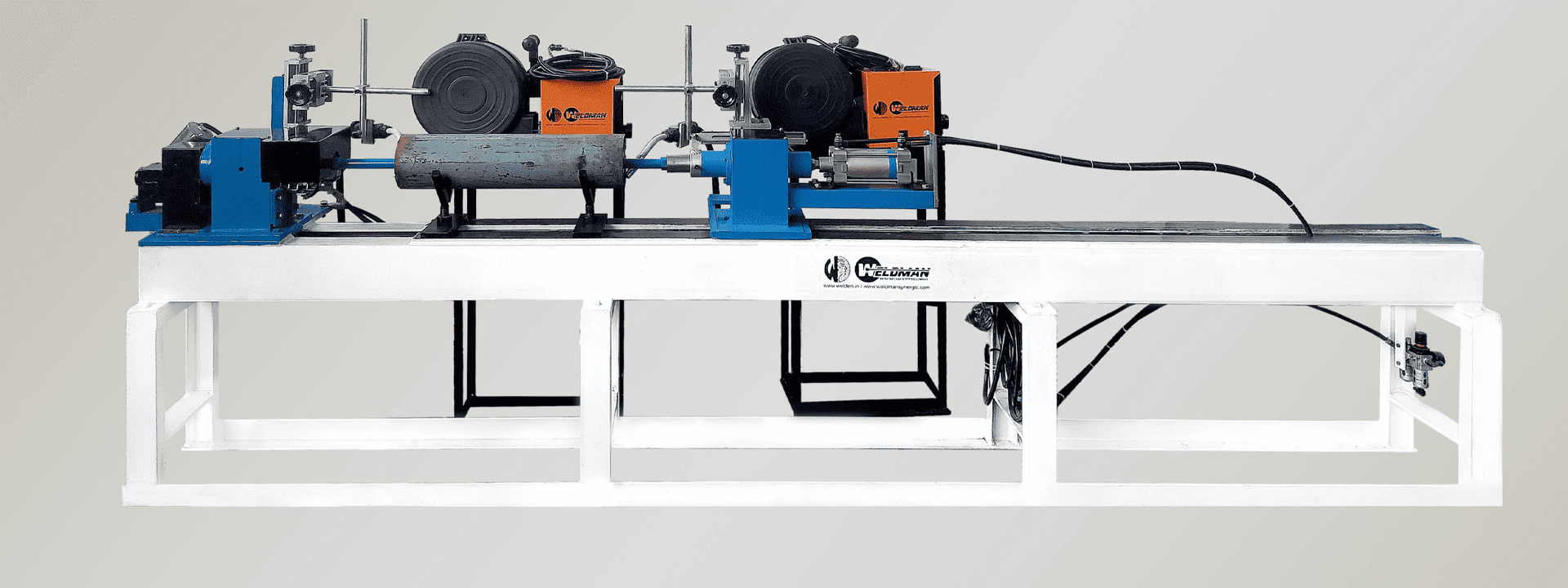
The fixture is in the form of a lathe machine having headstock and tailstock with suitable arrangement for holding the job. The rotational motion to the job will be given by the headstock with the help of DC Geared motor complete with worm Reduction Gear Box & a set of Spur Gear.
Two numbers torch-mounting stands will be provided for holding the torches for welding of two end dices of the Idlers simultaneously. The torch stands will have cross slides for finer adjustment of the torch.
The Headstock & Tailstock will move on a machined slide and can be positioned in a convenient place depending on the length of the job from 200 mm to 2200 mm and can be fixed at the position with the help of a nut and bolt provided.
Idlers are placed on the Stand provided with the Machine. Once the START Push Button is pressed, the following sequence of operation takes place :
1. The first Idler in the row is picked.
2. The picked Idler is placed on the job holding bracket, the height of which can be adjusted to suit different job diameter.
3. After a delay, the Headstock and Tailstock move forward and clamps the job.
4.The Torches move along with Headstock and Tailstock and take the position.
5. The rotational movement of the Idler and welding starts simultaneously. After the welding is completed with predetermined overlap, the weld and the rotation stop.
6. Once the welding and rotation stop after the completion of the weld, the Headstock and the Tailstock move backward.
7.The Idler is unloaded.
8. The machine is ready for the next sequence of operation.
The fixture is supplied with 02 nos. Stands for mounting of the Wirefeeder and a Control Panel for controlling the welding operation and rotation.
The fixture will be able to hold and rotate the job of following dimension:
| Minimum Diameter : | 76 mm |
| Maximum Diameter : | 200 mm |
| Minimum Length : | 200 mm |
| Maximum Length : | 2200 mm |
The machine has 3 modes of operation:
A. Manual- for initial adjustment and repair job.
B. Semi Automatic – in which case, once the Start Push Button is pressed, the complete sequence of opearation takes place and the Start Push Button has to be pressed again for the next job.
C. Automatic – in this case, once a job is completed the next job is picked up after predetermined delay and sequence restarts automatically and this continues.
NOTE : The machine is pneumatically operated. The compressor or arrangement for supply of compressed air is not in our scope of supply.
Manufacturer of Complete Range of Standard and Special Purpose Arc Welding Machines,Machines for the manufacturing of Conveyor Roller Idler, CNC Flame, Plasma and Laser based Profile Cutting Machines, various types of Welding Aids such as Rotator, Manipulator, Column & Boom, Welder’s Platformer, Lifting Tables etc. & Custom-built Machine as per clients’ requirement.
© 2023. All rights reserved. Designed by SKC Infotech